
想一睹直缝管-合金管您想要的我们都有产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:四川遂宁直缝管-合金管您想要的我们都有的图文介绍

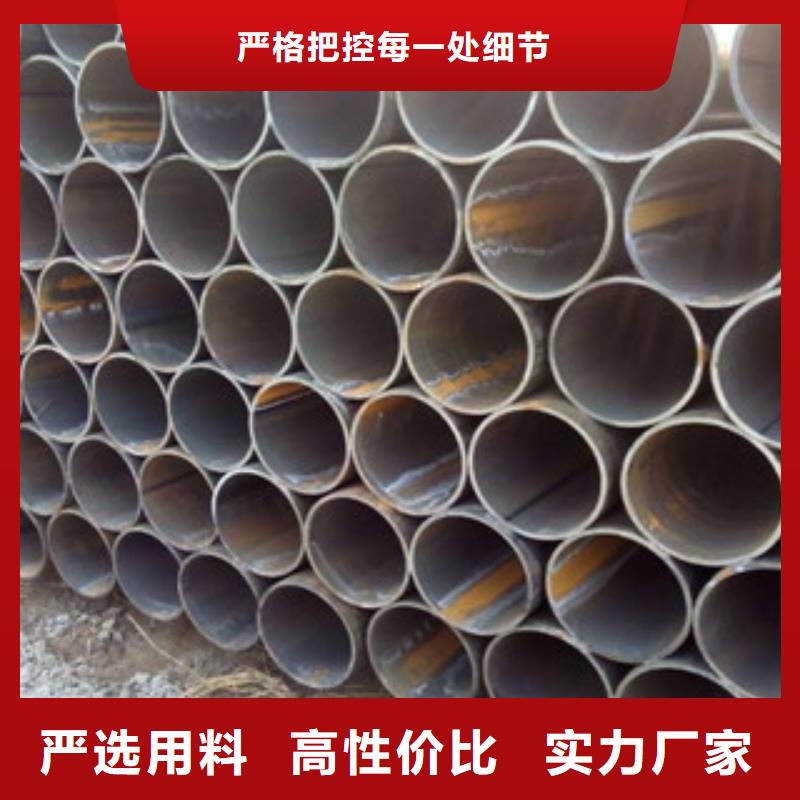
钢管焊缝检查工作及形成焊缝缺陷原因
1、焊缝检查
焊接工序完成后,要检查焊缝的外观,一般来说,钢管焊缝的表面应该是光滑的,不得有裂纹,此外,焊缝的融合状况也是检验焊缝的一个标准,如果焊缝上有气孔、夹渣等,则证明焊缝的融合状况不理想,即焊缝存在缺陷。
2、焊缝缺陷形成原因分析
焊缝缺陷的形成原因有很多方面,主要有: ,焊接时,未将两个工件焊透,这很大程度上时由于焊接物表面有杂质,或者是焊接物开日太大以及焊接的速度过快等原因形成的。第二,气孔,焊接时的速度和电流大小都对气孔的形成有影响,焊条没有摆正方位也会造成焊接气孔的产生。第三,在焊缝中,如果存在一些化学杂质如磷、硫等,会形成焊缝,并且,焊接时热力太过几种,焊接完成后冷却过快都会造成工艺缺陷。
1、焊缝检查
焊接工序完成后,要检查焊缝的外观,一般来说,钢管焊缝的表面应该是光滑的,不得有裂纹,此外,焊缝的融合状况也是检验焊缝的一个标准,如果焊缝上有气孔、夹渣等,则证明焊缝的融合状况不理想,即焊缝存在缺陷。
2、焊缝缺陷形成原因分析
焊缝缺陷的形成原因有很多方面,主要有: ,焊接时,未将两个工件焊透,这很大程度上时由于焊接物表面有杂质,或者是焊接物开日太大以及焊接的速度过快等原因形成的。第二,气孔,焊接时的速度和电流大小都对气孔的形成有影响,焊条没有摆正方位也会造成焊接气孔的产生。第三,在焊缝中,如果存在一些化学杂质如磷、硫等,会形成焊缝,并且,焊接时热力太过几种,焊接完成后冷却过快都会造成工艺缺陷。


影响大直径直缝埋弧焊管全长机械扩径质量的因素有很多,其中与扩径成型质量直接相关的关键因素有扩径率、轴向重叠量、扇形块的数目和边缘圆角、扇形块与钢管内壁间的摩擦与润滑、钢管的形状误差、扩胀速度以及扩径机的矫直设置等。
(1)在扩径率较小时,随着扩径率增大,钢管的圆度误差减小,但当扩径率增大到一定值以后,随着扩径率的增大,钢管横截面上的变形不均匀程度加剧,钢管的圆度误差将大幅增加,在实际生产中,扩径率 控制在0.8%~1.5%之间。
(2)轴向重叠量对钢管全长扩径的纵向变形均匀性和扩径效率具有一定的影响,零重叠量和较小的正向重叠量有利于减轻过渡段的“竹节”现象和提高扩径效率。
(3)增加扇形块的数目,提高扩胀速度,增强扇形块与钢管内壁间的摩擦与润滑,使接触区的摩擦系数减小等均有利于管壁应力趋于均匀分布。
(4)扩径对改善钢管的圆度效果明显。经过扩径后,钢管的圆度误差变得非常小。
(1)在扩径率较小时,随着扩径率增大,钢管的圆度误差减小,但当扩径率增大到一定值以后,随着扩径率的增大,钢管横截面上的变形不均匀程度加剧,钢管的圆度误差将大幅增加,在实际生产中,扩径率 控制在0.8%~1.5%之间。
(2)轴向重叠量对钢管全长扩径的纵向变形均匀性和扩径效率具有一定的影响,零重叠量和较小的正向重叠量有利于减轻过渡段的“竹节”现象和提高扩径效率。
(3)增加扇形块的数目,提高扩胀速度,增强扇形块与钢管内壁间的摩擦与润滑,使接触区的摩擦系数减小等均有利于管壁应力趋于均匀分布。
(4)扩径对改善钢管的圆度效果明显。经过扩径后,钢管的圆度误差变得非常小。



钢兴钢管 (遂宁市分公司)8年专注【钢板】产品,集研发、生产、销售、服务于一体的专业技术型高新技术企业。厂家位于风化店乡后枣园工业区,现有厂房面积2000平方米,有专业的研发团队,管理团队,售后服务团队,已申请各类专利20余项,产品创新能力,生产工艺,品质管控能力,工程配套服务能力均占行业优势。


